last update:
20 November 2019

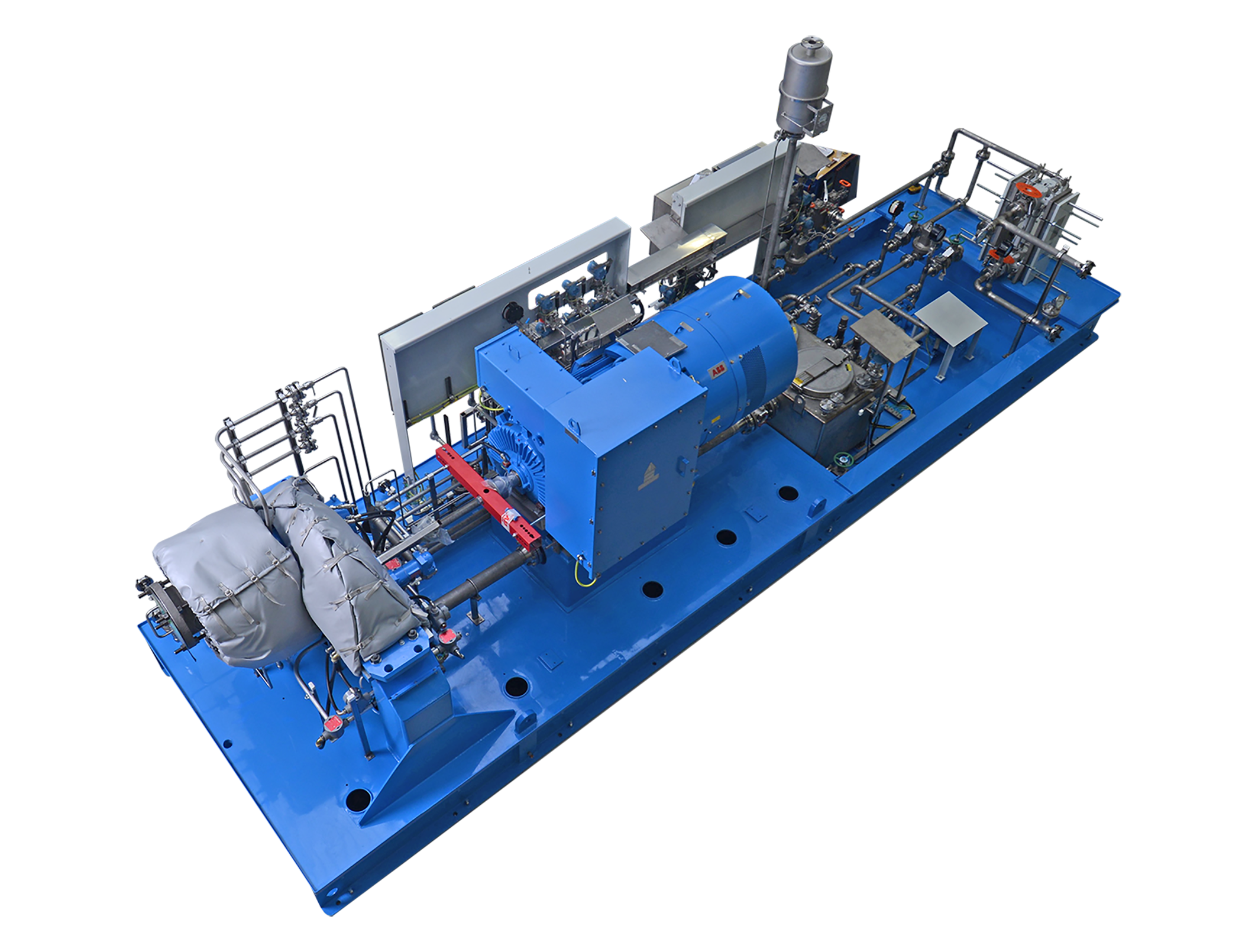
Integrally geared compressor
The Sundyne LF 2X80 is a compressor that can be outfitted to meet exact API and ISO standards, or it is can be economically engineered as a fit-for-purpose compressor. The 2X80 features from one to four stages of centrifugal compressors on a single gearbox. These designs save valuable space and reduces energy costs. Process engineers utilize these multi-stage compressors for midstream, hydrocarbon processing and chemical manufacturing applications including mole sieve dehydration, regeneration of the demethanizer, waste gas, hydrogen recycle and specialty chemical production. Each compressor is custom built to provide pulsation- and vibration-free operation, and to deliver oil-free process gas with zero emissions.
Flows to 6,000 acfm (10,200 AM³/hr) Maximum working pressure 1,440 psi (100 bar) With a design heritage meeting API-617 / ISO 10439 standards, the LF 2X80 will run continuously for 5 years without costly maintenance or an overhaul. These horizontally configured compressors are ideal for skid packaging — due to their unique modular baseplate — and are easy to install into any process environment. Packaging and instrumentation are customizable to meet your needs and specifications. NACE compliant Sundyne compressors do not rust or corrode. Sundyne gas compressors provide the performance envelope, the feature set, the reliability ratings and the uncompromising efficiency needed to address the
Best Efficiency Point (BEP) for any process gas application in the most demanding environments.
APPLICATIONS Mole sieve dehydration Regeneration of the demethanizer Waste gas Hydrogen recycle Specialty chemical production Fuel gas boost for power generation Partner Locator